联系我们
地址:宁波市江北投资创业中心C区金山路666弄138号
邮编:315033
电话:86-574-87488155
传真:86-574-87488355

当前位置: > > 行业新闻 > 弯管机工作原理及控制要求
弯管机工作原理及控制要求
来源: 宁波三进机电科技有限公司 作者: www.cnsanshin.com 时间: 2014-04-22
1、弯管机工作原理
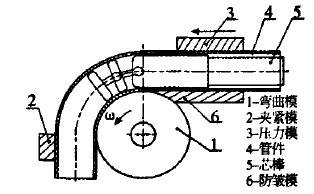
图示 弯管机工作原理
按照管材弯曲成形的方法可以将弯管分为推弯、滚弯、压弯、绕弯等。其中绕弯较易实现自动化,因此目前弯管机多以绕弯为主团。绕弯工艺原理,如图所示。弯曲模装在主轴上;夹紧模夹紧管件防止管件轴向窜动;压力模由导向模和随动模两部分组成,工作时导向模以适当的压力把管件压在防皱模上,弯曲时随动模部分跟随管件一起移动;芯棒填充工件内腔,防止弯管时出现起皱、扁平、变薄等失效。
当主轴旋转时,管件就被绕在弯曲模上随主轴转动而成形。接着进行工件送进、空间转角准备下—个弯曲,以此类推。其中弯曲半径由弯曲模的半径决定。若想得到不同的弯曲半径,只需替换不同半径的弯曲模具即可。
2、弯管机控制要求
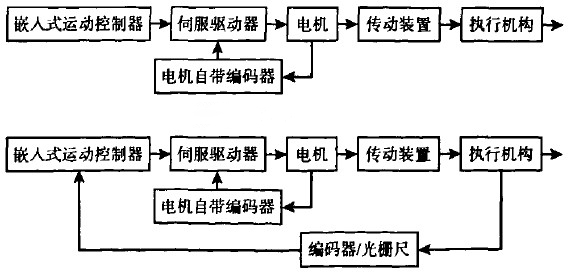
图示 弯管机控制系统
根据工艺可把弯管机控制系统分为主要控制部分和辅助控制两部分。主控部分主要是实现三个基本动作,即对三轴电机的精确控制:C轴主轴弯曲电机、Y轴小车送料电机、B轴空间转角电机。B轴用伺服电机自带的增量式编码器形成半闭环伺服控制,如图所示,C轴、Y轴除了半闭环控制外,还分别由编码器、光栅尺形成全闭环伺服控制,如图所示。辅助控制部分则主要是完成夹头紧松、夹模紧松、压料紧松、芯棒进退等辅助动作以及一些传感器开关信息的采集、处理。其中辅助动作由液压系统完成,而传感器用于位置检测、回零、限位报警等。